
Азбука сварщика
23.10.2019Ручная дуговая сварка электродами – (MMA) или (MMAW).
MMA (Manual Metal Arc) ручная дуговая сварка электродами – (MMA) или (MMAW).
Ручная дуговая сварка металлом – представляет собой процесс ручной дуговой сварки, в котором для наплавки используется расходный электрод, покрытый флюсом.
Ручная дуговая сварка металлом (MMA или MMAW), также известная как дуговая сварка в защитном металле (SMAW), представляет собой процесс, в котором возникает дуга между металлическим стержнем с электродным покрытием и обрабатываемой деталью. И стержень, и поверхность заготовки плавятся, создавая сварной шов.
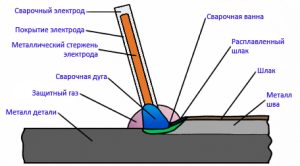
Ручная дуговая сварка впервые была изобретена в России в 1888 году. В ней использовался неизолированный металлический стержень без флюсового покрытия для создания защитного газового щита. Разработка покрытых электродов происходила до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был внедрен метод квази-дуги. Стоит отметить, что покрытые электроды были редкими в применении из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на надежные сварные швы ручная металлическая дуга стала синонимом покрытых электродов. Когда между металлическим стержнем (электродом) и заготовкой возникает дуга, поверхность стержня и заготовки плавится, образуя сварочную ванну. При одновременном плавлении флюсового покрытия на стержне образуются газ и шлак, который защищает сварочную ванну от окружающей атмосферы. Шлак затвердевает и охлаждается, и его необходимо отколоть от сварного шва после завершения сварочного шва (или до нанесения следующего сварочного шва).
Процесс позволяет производить сварку только короткой длины, прежде чем новый электрод должен быть вставлен в держатель. Сварочное проникновение низкое, и качество наплавленного сварного шва сильно зависит от квалификации сварщика.
Типы флюсов / электродов.
На стабильность дуги, глубину проникновения, скорость осаждения металла и возможность позиционирования в значительной степени влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
- целлюлозные
- рутиловые
- основновные
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и быстрой скоростью выгорания, обеспечивающей высокие скорости сварки. Сварочный осадок может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что их используют в технике сварки «дымоход».
Особенности:
- глубокое проникновение во все позиции
- пригодность для вертикальной сварки вниз
- достаточно хорошие механические свойства
- высокий уровень образующегося водорода – риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и небольшому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды подходят для сварки угловых соединений в горизонтальном / вертикальном положении.
Особенности:
- умеренные механические свойства металла шва
- хороший профиль бусин, произведенный через вязкий шлак
- возможна позиционная сварка жидким шлаком (содержащим фтор)
- легко удаляемый шлак
Основные электроды содержат высокую долю карбоната кальция (известняка) и фторида кальция (плавикового шпата) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловые покрытия – это также быстро замерзает, что помогает сварке в вертикальном и верхнем положении. Эти электроды используются для сварки средних и тяжелых профилей, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Особенности:
- металл с низким содержанием водорода
- требует высоких сварочных токов / скоростей
- плохой профиль валика (выпуклый и грубый профиль поверхности)
- удаление шлака сложно
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент от нанесенного металла) увеличиваются по сравнению с электродом, не содержащим железного порошка в покрытии. Шлак обычно легко удаляется. Железные порошковые электроды в основном используются в плоских и высоковольтных положениях, чтобы использовать преимущества более высоких скоростей осаждения. Для рутиловых и основных электродов может быть достигнута эффективность от 130 до 140% без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что уменьшает проникновение валика.
Источник питания для электродов.
Электроды могут работать от источников постоянного и переменного тока. Не все электроды постоянного тока могут работать на источниках переменного тока, однако электроды переменного тока могут использоваться на переменном или постоянном токе.
Сварочный ток.
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и ток рекомендуются изготовителями. Как правило, при выборе подходящего уровня тока для электрода потребуется около 40 А на миллиметр (диаметр).
Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм должен составлять 160 А. Но допустимый рабочий диапазон составляет от 140 до 180 А.
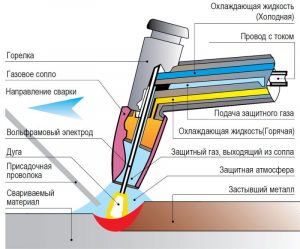
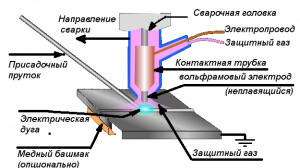
TIG (вольфрамовый инертный газ) – вольфрамовая сварка инертным газом (TIG) или (GTAW) Газовая вольфрамовая дуговая сварка – это процесс дуговой сварки, в котором для получения сварного шва используется нерасходуемый вольфрамовый электрод.
Дуговая сварка неплавящимся электродом в защитной атмосфере инертного газа – метод дуговой сварки, который используется для сварки алюминия, магния и их сплавов, нержавеющей стали, никеля, меди, бронзы, титана, циркония и других неферромагнитных металлов. Техника сварки похожа на газовую (автогенную) сварку, следовательно, требует высокой квалификации сварщика. Применением данного технологического процесса можно получить сварные швы высокого качества. Однако показатели производительности при использовании этого метода — для ручной сварки, оказываются весьма низкими и не могут соперничать со сваркой плавящимся электродом в атмосфере защитного газа, особенно с применением сварочных полуавтоматов или роботов.
В Европе метод часто сокращенно зовётся TIG или WIG. WIG происходит от немецкого Wolfram-Inertgasschweißen.TIG является альтернативной аббревиатурой, применяемой в англоговорящих странах, где Т обозначает ‘вольфрам’ (tungsten — англ. tungsten — Вольфрам). А в США обычно обозначается GTAW — аббревиатура от Gas Tungsten Arc Welding.
Сварка инертным газом металла MIG, GMAW.
- MIG (metal inert gas welding) это сварка металла с помощью инертного газа;
- MAG (metal active gas welding) сварки металла с применением активного газа.
Газовая дуговая сварка металлом – это процесс сварки, при котором между расходуемым проволочным электродом и металлом заготовки образуется электрическая дуга, которая нагревает металлические заготовки, заставляя их плавиться и соединяться.
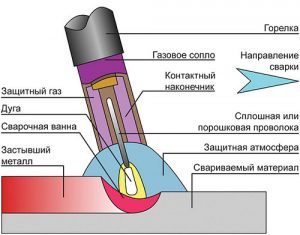
Нелегированные и легированные стали предпочтительно сваривать в среде активного защитного газа, например, углекислого. Эта разновидность метода называется “сваркой в среде активного защитного газа” или сокращенно MAG.
Высоколегированные стали и такие материалы как алюминий, магний, сплавы на основе никеля, титан, свариваются в среде инертного защитного газа, например, аргона. Эта разновидность метода называется “сваркой в среде инертного защитного газа” или сокращенно MIG
